

注塑機(jī)快速鎖模換模的原理構(gòu)造
眾所周知,注塑機(jī)在加工研磨工具時(shí)需要大量輔助工具。 在許多注塑機(jī)公司中,使用傳統(tǒng)的手動換模方法。 快速換模方法在一定程度上減少了換模時(shí)間,但是在控制上仍然存在很多問題。
注射成型是用于生產(chǎn)工業(yè)產(chǎn)品的方法。 產(chǎn)品通常由橡膠和塑料制成。 注射成型也可以分為注射成型和壓縮成型方法和壓鑄。 在安裝或用作最終產(chǎn)品之前,不需要任何其他處理。 解鎖模具最容易產(chǎn)生振動,振動對機(jī)器的壽命和穩(wěn)定性有更大的影響。
因此,在調(diào)節(jié)模具的開合時(shí),請注意以下幾點(diǎn):緩慢的開模速度是指啟動模具的速度,因此該速度低于中速。 通常,使用低壓力和中壓力,因?yàn)槟>咴趭A緊過程中會產(chǎn)生一定程度的變形以產(chǎn)生夾緊力。因此,起始壓力可以適當(dāng)增大,通常約為50%,并且低速位置取決于型號。 通常,當(dāng)模具打開到一點(diǎn)位置時(shí),模具快速打開以減少模具打開時(shí)間。 可以適當(dāng)?shù)卦黾涌焖匍_模速度的速度以減少開模時(shí)間,但是由于快速開模期間的沖擊和慣性較大,因此必須適當(dāng)?shù)卮蜷_快速開模位置和減速模具開度位置, 并且必須經(jīng)過一定距離才能消除慣性對開模最終位置的影響。 但是,如果間隔太大,則開模時(shí)間會延長,并且可以將減速壓力和開模速度調(diào)節(jié)得非常小。 通常,它約為10到20,只要它可以支持模板的最小功率即可克服阻力。 模具終止時(shí),盡量不要有沖擊反彈現(xiàn)象。 由于回彈時(shí)的加速度非常大,因此鉸鏈上的磨損也很大,并且模具開口的終端位置不能穩(wěn)定在較小的范圍內(nèi)。
快速夾緊速度可以適當(dāng)?shù)卮笠詼p少模具轉(zhuǎn)移時(shí)間,但是壓力不必太大。 快速夾緊位置必須大于產(chǎn)品厚度,并且產(chǎn)品厚度位置必須轉(zhuǎn)換為低壓夾緊。 低壓夾緊速度一般控制在30%以內(nèi),壓力一般為0。特別是,在抵消模具彈簧/滑塊的阻力后,必須控制模具以減小阻力,以達(dá)到低壓的目的。 保護(hù)。 低壓夾緊位置是緊緊固定模具輪廓后的計(jì)算機(jī)顯示位置。 可以按以下步驟進(jìn)行調(diào)整:將低壓夾緊位置調(diào)節(jié)到600P,然后按合模直到模具表面變緊,然后按取消。 計(jì)算機(jī)將自動更改低壓夾緊位置。 然后,在此位置適當(dāng)添加10-20P,以防止機(jī)器過于敏感而無法檢測并反復(fù)報(bào)警。
淺談如何實(shí)現(xiàn)快速換模
此處介紹的快速換模是如何減少換模時(shí)間并提高換模期間的生產(chǎn)時(shí)間。 最常見的是在壓力機(jī)和注塑機(jī)上更換模具。
為了提高換模效率,打孔機(jī)需要滿足以下機(jī)電要求:
1.定位
2.移入模具
3.快速鎖定模具。
首先,模具必須準(zhǔn)確定位。 定位銷安裝在打孔壓板工作表面的另一側(cè),在模具底板上加工兩個V形槽。 定位銷和V型槽的位置必須基于最大模具的交叉中心線。 要確定,請注意,需要修改小模具才能獲得模具底板。 或根據(jù)模具數(shù)量確定模具座
其次,安裝模具升降器和模具臂,并且將模具升降器和模具移動器安裝在工作臺上,從而可以容易地在模具上移動模具。
安裝液壓夾,以使其快速擰緊。
注塑機(jī)模具換模效率的提高還應(yīng)滿足以下幾點(diǎn):
1、定位
2、模具在注射模腔中平穩(wěn)移動
3、鎖模
4、接觸水管。
首先,注塑機(jī)模具的定位由注塑機(jī)上的定位環(huán)確定。 這需要對模具的底板進(jìn)行修改。 通常,對模具底板的底部和側(cè)面進(jìn)行修改以實(shí)現(xiàn)此目的。 保持下模板與所有模具的中心孔之間的距離,保持模具非操作表面的模具底板與中心孔之間的距離,并在注塑機(jī)模板上安裝定位銷。
2、模具在型腔中移動。 如果有托架,則可以使用托架來匹配定位銷的使用。 如果沒有托架,則需要在模板的底部安裝滾軸,以調(diào)整型腔中的模具。 要求是輥的滾動速率必須很高。
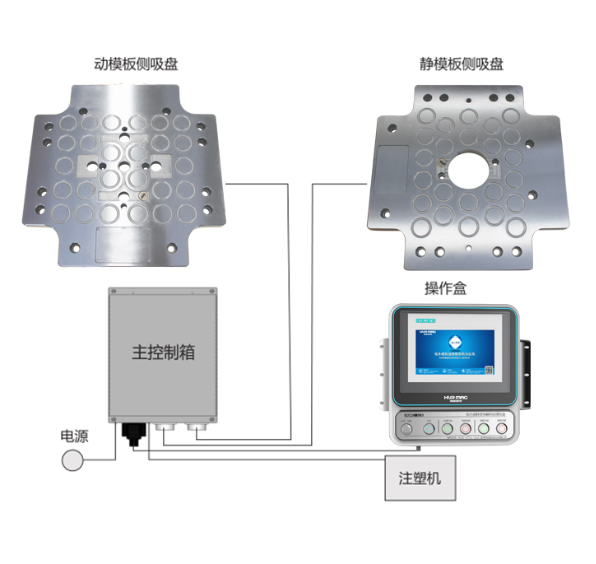
3、要鎖定模具,您需要安裝電磁夾緊系統(tǒng)以使其快速固定。